Die folgende Tabelle enthält die wichtigsten Maße zum Einrichten der Schablonen auf der Anspitzhobelmaschine.
Die angegebenen Positions- und Dickenmaße sind Richtlinien, die vom Werk verwendet werden, und sollen Ihnen helfen, Ihre Maschine zurückzusetzen oder einen Ausgangspunkt zu finden, nachdem Sie Schablonen gewechselt haben.
Die angegebene Bahnbearbeitungslänge ist die Werkseinstellung, die meisten Schablonen erlauben eine längere Schablänge als bei Auslieferung der Maschine. Dies ermöglicht Flexibilität bei der Suche nach einer individuellen Einrichtung für jeden Benutzer.
Im Allgemeinen müssen nur die ersten paar Millimeter eines Testrohrs gehobelt werden, um eine Anspitzhobelmaschine einzurichten. Mit dieser Methode kann ein Rohr mehrfach gekürzt und zum Einrichten mehrerer Maschinen verwendet werden.
Maschinen, die von uns geliefert werden, werden mit diesen Maßen eingestellt und die Skala dann auf Null kalibriert.
| Schablone |
Abstand zu Gravur (Gen1) |
Abstand zu Gravur (Gen2) |
Dicke in der Mitte (Spitze von Rohr) |
Bahnlänge |
|---|---|---|---|---|
| FG1 | 61,20 mm | 61,10 mm | 0,31 - 0,32 mm | 15 mm |
| FG2 | 61,20 mm | 61,10 mm | 0,34 - 0,35 mm | 15 mm |
| FG3 | 61,10 mm | 0,34 - 0,35 mm | 15 mm | |
| GR | 60,50 mm | 61,10 mm | 0,30 mm | 14 mm |
| GR5 | 61,50 mm | 61,10 mm | 0,30 mm | 14 mm |
| PM | 60,95 mm | 61,10 mm | 0,34 - 0,35 mm | 15 mm |
| LM3 | 60,30 mm | 61,10 mm | 0,30 mm | 19 mm |
| VZ | 61,20 mm | 61,10 mm | 0,34 - 0,35 mm | 18 mm |
| DJ | 61,50 mm | 61,10 mm | 0,32 - 0,33 mm | 18 mm |
| THOM | 61,20 mm | 61,10 mm | 0,34 - 0,35 mm | 15 mm |
| HER1 | 60,20 mm | 61,10 mm | 0,20 mm | 15 mm |
| BOSA | 61,10 mm | 0,21 mm | 15 mm | |
| ARB | 61,10 mm | 0,38 mm | 15 mm | |
| VR1 | 61,10 mm | 0,29 mm | 18 mm | |
| TS1 | 61,10 mm | 0,18 mm | 18 mm | |
| TK | 61.10 mm | 0.42 mm | 15 mm | |
| KSB | 61.10 mm | 0.35 mm | 17 mm | |
| KFH1 | 61,20 mm | 61,10 mm | 0,40 mm | 17 mm |
| KFH2 | 61,20 mm | 61,10 mm | 0,43 mm | 17 mm |
-
-
Der Abstand zur Gravur wird vom linken Ende der Schablone bis zur Gravurlinie auf der Zunge gemessen.
-
-
-
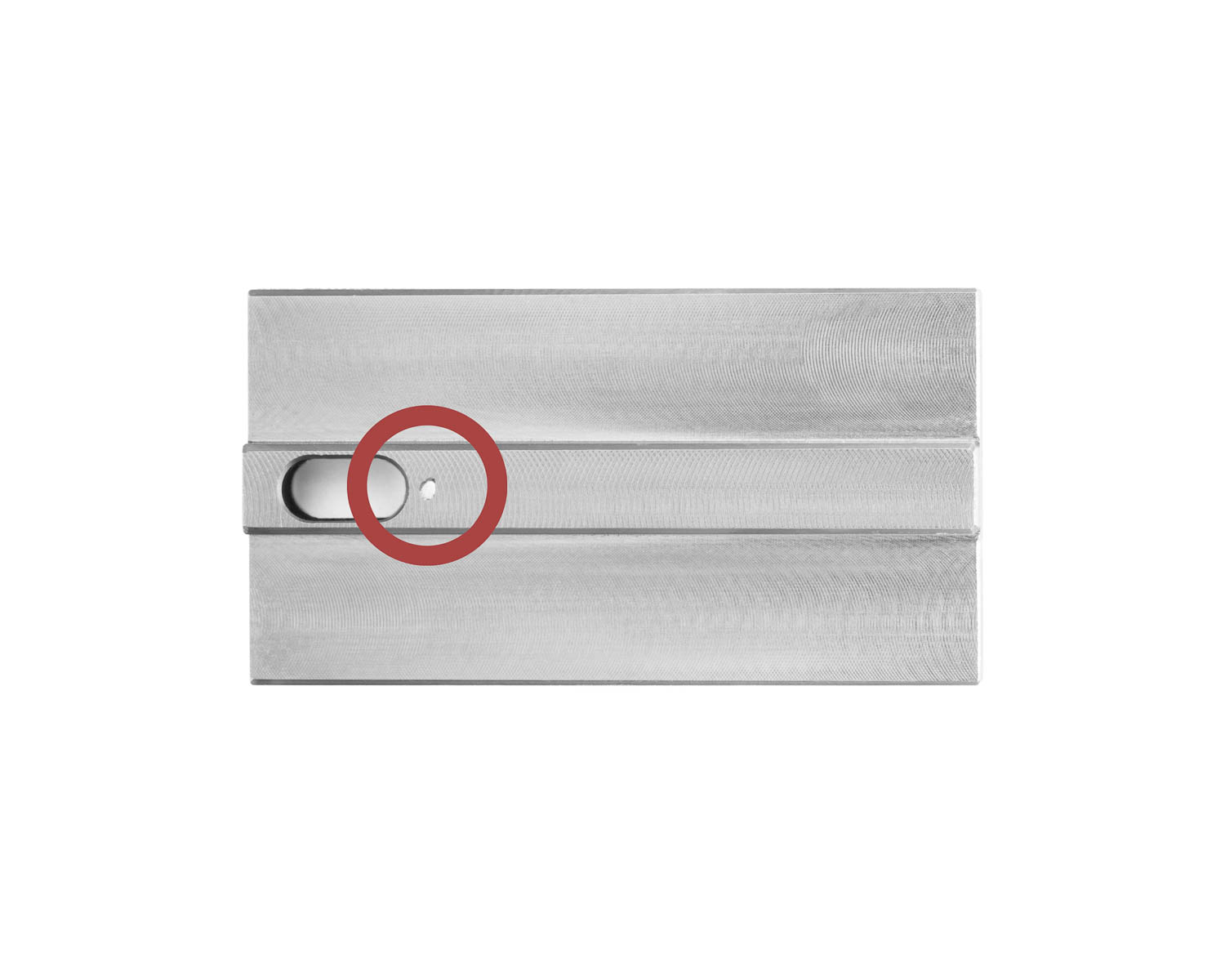
Gen2-Schablonen sind durch einen eingravierten Punkt auf der Unterseite der Schablone gekennzeichnet.